




























Winding and Stacking of Cells
The performance of lithium batteries is closely related to their manufacturing process and equipment. This article will analyze the process and characteristics of the winding and stacking methods.
Winding and stacking process
After the diaphragm is made into the core during the winding process, there is a large curvature of electrodes on the edges, which allows for easy charge and discharge. Deformation and distortion of the weaved layers can lead to degradation of battery performance and even safety hazards. In addition, during the cell-discharge process, the current distribution on both sides becomes uneven, the voltage polarization large, and the discharge voltage unstable.

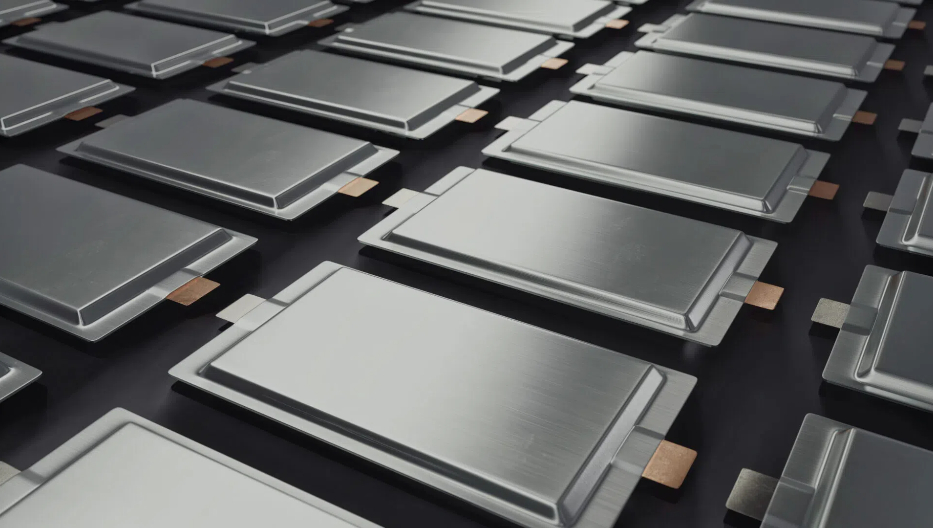
The other method for producing batteries, the stacking process, is more tedious as it is mainly cutting the electrode sheets and diaphragm into pieces: the process involves cutting the positive and negative electrodes, heat laminating, stacking, hot pressing and glue wrapping. The qualified rate of electrode slitting is low, it is difficult to maintain a high degree of consistency, and the alignment accuracy is not high.

Winding and Stacking battery
In general, the winding efficiency is high and the process is simple, but the quality of the core is not as good as stacked sheets. Although the stacking machine can enhance efficiency through multi-station, the overall cost is still high and the consistency of the core is poor.
Winding Equipment
Winding equipment involves the automatic unwinding of the positive and negative electrode sheets and diaphragm, automatic dust removal, automatic winding of positive and negative electrode sheets, taping of termination tape, and other finished products. Modules such as automatic unloading, pre-pressure weighing, and QR code labeling. For battery factories, the most important performance indexes for purchasing equipment are winding speed, tension fluctuation control, alignment accuracy, and overall qualification rate. The machines are capable of achieving the following: line speed of 3m/s, tension fluctuation control of ±5%, alignment accuracy of ±2mm, and failure rate. Based on current machinery, winding equipment can achieve a line speed of 3m/s, tension fluctuation control ±5%, and alignment accuracy of ±2mm. It can also achieve the following: the rate of qualified products ≥ 99%, time crop rate ≥ 98%, and a failure rate of ≤ 1%.
Stacking Equipment
The functions of this equipment include but are not limited to automatic electrode-diaphragm unwinding, automatic deviation correction, tension control, tab-smoothing and guiding, dust removal, electrode cutting, and feeding, hot pressing, and gluing, stacking, CCD positioning and stacking, gluing, weighing and labeling, etc. The process itself involves the positive and negative electrode and diaphragm rolls being unrolled by a servomotor, tension controlled and corrected, and then cut by an electrode-cutting device.

Stacking Equipment (Pic: Internet)
The thermal compound mechanism sends the cut positive and negative monolithic and double-layer separators into the oven for preheating and then uses a Mylar membrane to protect the electrode pieces and separators during transportation. After that, they are directly cold pressed and cut into independent stacking cells.
The individually stacked sheet units are then transported to the CCD camera position. After being photographed and positioned, the position information is transmitted to the transfer robot. The stacking unit is stacked to the stacking table by suction cups on the robot after receiving instructions. After stacking the required number of layers of cells, the cells are directly transferred to the hot pressing platform to complete the hot pressing.
After hot pressing, the cells enter the gluing station for a short-circuit test. Glue is then placed around the cells, and the cells are weighed, and code is applied on the surface to bind information. The final NG product is automatically rejected and qualified products are retained.
The level of stacking equipment is currently the following: the overall alignment accuracy of the cell ± 0.5mm, the rate of qualified products ≥ 99.5%, time crop rate of ≥ 98%, failure rate ≤ 1%, and stacking efficiency (five stations) at 4 pieces/s.
Articles you may also like:
Grepow’s Stacking Technology Makes Button Cells Outstanding to Power TWS Headphones
If you are interested in our stacking batteries, please don't hesitate to contact us at any time!
Email: info@grepow.com
Grepow Website: https://www.grepow.com/



Related Articles
-

The Ultimate Guide to Grepow Jump Starter
2025-03-27 -

How to Choose Lithium Batteries for Cold Weather?
2024-09-19 -
Next-Generation eVTOL Battery Technology
2024-08-22
Related products


Comment(0)
Comment( Your email address will not be disclosed. Required fields are marked as * )


